




在高分子材料薄膜及片材的成型加工领域,挤出流延机与挤出压延机是两种应用广泛但核心特性差异显著的关键设备。二者虽均以热融聚合物为加工对象,但其工作逻辑、设备构造、成品适配场景均存在本质区别,精准把握这些差异是实现材料高效成型、保障产品质量的核心前提。以下将从工作原理、设备结构与工作方式、成品要求适配性三个核心维度,详细解析二者的区别。
一、工作原理:
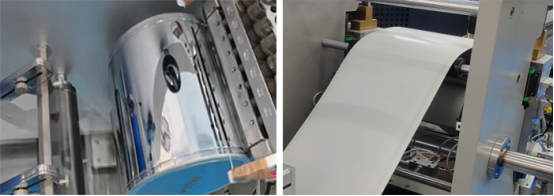
挤出流延机的工作原理-热融聚合物材料由螺杆推动并通过一个平缝模头,形成一定宽度的热熔膜片。该热融膜片贴合在一定直径规格和温度范围的辊表上,再由该辊对热熔膜片进行延展和冷却定型,最终成为一定宽度和厚度的膜片成品。

挤出压延机的工作原理-热融聚合物通过螺杆挤出到两个相向运动的辊筒间隙之间,在辊表温度以及辊间压力作用下,将聚合物材料挤压、延展成一定尺寸片材。

设备工作方式和结构区别
流延法是材料自然流贴到辊表。压延法是挤出到两辊间隙。流延至少需要一条辊,压延辊至少需要两条辊。
从成品要求理解区别
流延法专注于“薄”,压延法专注于“厚”。当成品厚度要求0.2mm以下,建议用流延法。当成品厚度要求0.2mm以上用压延法。
若对成品厚度均匀性有较高要求,建议用流延法;若对成品表面光洁、平亮有要求,建议用压延法。
广州普同桌面小型精密挤出压延机可实现高分子挤出、压延、牵引、裁边、收卷等功能,该设备螺杆直径为30mm,模头宽度为200mm,最大挤出速度为0-10m/min,广泛用于高分子材料的压延成型实验、压延生产工艺研究与参数优化、新材料压延性能测试、色母粒分散性能测试评估。
如需了解更多设备详细技术参数、应用案例或线下参观,欢迎咨询24h技术顾问13380005876(王总监)。



